
Turning Cubic Boron Nitride Tool Inserts thermal stability Customized
Brand Name:AOJIA
Minimum Order Quantity:negotiation
Delivery Time:within 10 working days
Payment Terms:L/C
Place of Origin:CHINA
Hardness:Super Hard
Contact Now
Add to Cart
Site Member
Location:
Zhuzhou Hunan China
Address:
Jinshan Industrial Park, Hetang District, Zhuzhou City, Hunan Province, China
Supplier`s last login times:
within 14 hours
Product Details
Company Profile
Product Details
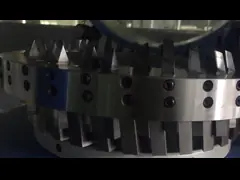
Cubic Boron Nitride Tool For Turning
Cubic Boron Nitride Tool Material
The second superhard material, cubic boron nitride (CBN),
synthesized by a method similar to the diamond manufacturing
method, is second only to diamond in terms of hardness and thermal
conductivity, and has excellent thermal stability. It can also be
heated to 10000C in the atmosphere. Oxidation does not occur. CBN
has extremely stable chemical properties for ferrous metals and can
be widely used in the processing of steel products.
(1) Types of cubic boron nitride tools
Cubic boron nitride (CBN) is a substance that does not exist in
nature, and can be divided into single crystal and polycrystalline,
namely CBN single crystal and polycrystalline cubic boron nitride
(Polycrystalline cubic bornnitride, referred to as PCBN). CBN is
one of the allotropes of boron nitride (BN) with a structure
similar to diamond.
PCBN (polycrystalline cubic boron nitride) is a polycrystalline
material that sinters fine CBN materials together through bonding
phases (TiC, TiN, Al, Ti, etc.) under high temperature and high
pressure. Diamond tool material, it and diamond are collectively
referred to as superhard tool material. PCBN is mainly used to make
knives or other tools.
PCBN tools can be divided into integral PCBN inserts and PCBN
composite inserts sintered with cemented carbide.
PCBN composite inserts are made by sintering a layer of PCBN with a
thickness of 0.5 to 1.0 mm on cemented carbide with good strength
and toughness. Its properties have good toughness, high hardness
and wear resistance. It solves the problems of low bending strength
and difficult welding of CBN inserts.
⑵ The main properties and characteristics of cubic boron nitride
Although the hardness of cubic boron nitride is slightly lower than
that of diamond, it is much higher than other high hardness
materials. The outstanding advantage of CBN is that the thermal
stability is much higher than that of diamond, which can reach
above 1200°C (diamond is 700-800°C). reaction. The main performance
characteristics of cubic boron nitride are as follows.
① High hardness and wear resistance: CBN crystal structure is
similar to diamond, with hardness and strength similar to diamond.
PCBN is especially suitable for processing high hardness materials
that can only be ground before, and can obtain better surface
quality of workpiece.
② It has high thermal stability: the heat resistance of CBN can
reach 1400~1500℃, which is almost l times higher than that of
diamond (700~800℃). PCBN tools can be used for high-speed cutting
of superalloys and hardened steels at a speed 3 to 5 times higher
than that of carbide tools.
③ Excellent chemical stability: it does not have a chemical effect
with iron-based materials at 1200-1300 ° C, and will not wear as
sharply as diamond. At this time, it can still maintain the
hardness of cemented carbide; PCBN tools are suitable for cutting
hardened steel. Parts and chilled cast iron, can be widely used in
high-speed cutting of cast iron.
④ It has good thermal conductivity: Although the thermal
conductivity of CBN is not as good as that of diamond, the thermal
conductivity of PCBN is second only to diamond among various tool
materials, and is much higher than that of high-speed steel and
cemented carbide.
⑤ Has a lower coefficient of friction: a low coefficient of
friction can reduce the cutting force during cutting, reduce the
cutting temperature, and improve the quality of the machined
surface.
(3) Application of cubic boron nitride tool
Cubic boron nitride is suitable for finishing all kinds of hardened
steel, hard cast iron, superalloy, cemented carbide, surface
sprayed materials and other difficult-to-cut materials. The
machining accuracy can reach IT5 (the hole is IT6), and the surface
roughness value can be as small as Ra1.25~0.20μm.
CBN tool material has poor toughness and flexural strength.
Therefore, cubic boron nitride turning tools are not suitable for
rough machining at low speed and large impact load; at the same
time, it is not suitable for cutting materials with high plasticity
(such as aluminum alloys, copper alloys, nickel-based alloys,
steels with high plasticity, etc.), because cutting these Severe
built-up edge occurs when metal is used, which deteriorates the
machined surface.
| parameter table of PCBN machining material PCBN | ||||||||||||||||
| PCD grade Machining material | KB10 | KB55 | KB11 | KB30 | KB50 | KB21 | KB65 | KB70 | KB90 | KB91 | KB95T | CUTTING SPPED(m/min) | feeding rate(mm/rev) | cutting depth(mm) | ||
| 2μ | 1-2μ | 2μ | 2μ | 2μ | 2μ | 3μ | 15μ | 10μ | 2-4μ | 1-2μ | ||||||
| chilled steel | Ο | Ο | Ο | ▄ | 60-200 | 0.1-0.3 | >3.0 | |||||||||
| Ο | ▄ | 100-250 | 0.025-0.5 | 0.05-0.3 | ||||||||||||
| grey castiron | ▄ | 400-2500 | 0.1-0.8 | >3.0 | ||||||||||||
| ▄ | 700-2000 | 0.5-2.0 | 2.0-5.0 | |||||||||||||
| hard iron | ▄ | 40-150 | 0.1-1.0 | >5.0 | ||||||||||||
| powder metallurgy | Ο | ▄ | Ο | Ο | 70-250 | 0.025-0.2 | 0.05-0.2 | |||||||||
| hard facing alloys | ▄ | 230-500 | 0.1-0.3 | 0.2-2.0 | ||||||||||||
| cutter/die steel | Ο | Ο | Ο | Ο | ▄ | 600-150 | 0.15-0.6 | 0.1-2.5 | ||||||||
| 90-110 | 0.1-0.2 | 0.1-0.5 | ||||||||||||||
| chilled steel(>45HRC) | Ο | Ο | Ο | ▄ | 90-120 | 0.1-0.2 | 0.1-1.0 | |||||||||
| 65-120 | 0.1-0.5 | 0.5-2.5 | ||||||||||||||
| pearlite gray cast iron | 100-150 | 0.1-0.2 | 0.1-0.5 | |||||||||||||
| 200-400 | 0.1-0.2 | 0.1-1.0 | ||||||||||||||
| hard cast iron(>45HRC) | Ο | Ο | ▄ | 40-100 | 0.1-0.6 | 0.1-2.5 | ||||||||||


Turning Cubic Boron Nitride Tool Inserts thermal stability Customized
Inquiry Cart
0