
Full Radius Indexable Slotting Cutters finishing Carbide class A
Brand Name:AOJIA
Minimum Order Quantity:negotiation
Delivery Time:within 10 working days
Payment Terms:L/C
Place of Origin:CHINA
Price:negotiation
Contact Now
Add to Cart
Site Member
Location:
Zhuzhou Hunan China
Address:
Jinshan Industrial Park, Hetang District, Zhuzhou City, Hunan Province, China
Supplier`s last login times:
within 14 hours
Product Details
Company Profile
Product Details
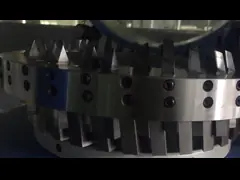
Indexable Carbide Insert Full Radius Slotting Cutters
Scope of application
(1) To process gears with shoulders and double or multiple gears
with narrow empty tool grooves, only gear shaping can be used. This
is because: Shaper knives require very little space to "cut out", w
hereas hob cutters interfere with large diameters. (2) For
processing herringbone gears without empty tool grooves, only tooth
shapers can be used; (3) For processing internal gears, only tooth
shapers can be used. (4) To process worm gear, only hobbing can be
used. (5) For machining helical cylindrical gears, both are
available. But hobbing is more convenient. When inserting helical
gears, the tool spindle of the gear shaper must be provided with a
helical guide rail to provide the helical motion of the gear
shaper, and a special helical gear shaper needs to be used, so it
is very inconvenient.
Ways to increase productivity
1. Increasing the circular feed can reduce the manoeuvring time,
but the circular feed is proportional to the yield during the idle
stroke. Therefore, the problem of the yield of the tool must be
solved.
2. Exploit the potential of the machine tool to increase the number
of reciprocating strokes and adopt high-speed gear shaping. The
number of reciprocating strokes per minute of some gear shapers can
reach 1200 to 1500 times/min, and can reach 2500 times/min. It is 3
to 4 times higher than the commonly used ones, which greatly
improves the cutting speed and reduces the maneuvering time
required for gear shaping.
3. Improve the tool parameters, improve the durability of the gear
shaper, and give full play to the cutting performance of the gear
shaper. If the W18Cr4V gear shaper is used, the cutting speed can
reach 60m/min; increase the rake angle to 15° and the relief angle
to 9°, which can increase the durability by 3 times; It can also
increase the durability by about 30%.


Full Radius Indexable Slotting Cutters finishing Carbide class A
Inquiry Cart
0