
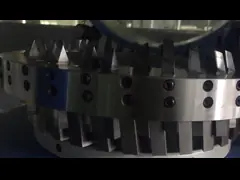
Round High Speed Steel Cutting Tools Silver Powder Metallurgy Gear Hob
Brand Name:AOJIA
Minimum Order Quantity:negotiation
Delivery Time:within 10 working days
Payment Terms:L/C
Place of Origin:CHINA
sample or spot goods:spot goods
Contact Now
Add to Cart
Site Member
Location:
Zhuzhou Hunan China
Address:
Jinshan Industrial Park, Hetang District, Zhuzhou City, Hunan Province, China
Supplier`s last login times:
within 14 hours
Product Details
Company Profile
Product Details
Powder Metallurgy Hob
Differences between cemented carbide steel and high-speed steel:
First, the performance of the two is different
1. Performance of cemented carbide steel: The cutting speed of
cemented carbide tools is 4 to 7 times higher than that of
high-speed steel, and the tool life is 5 to 80 times longer.
Manufacturing molds and measuring tools, the service life is 20 to
150 times higher than that of alloy tool steel. It can cut hard
materials of about 50HRC.
However, cemented carbide is brittle and cannot be machined, and it
is difficult to make integral tools with complex shapes. Therefore,
blades of different shapes are often made, which are installed on
the tool body or mold body by welding, bonding, mechanical
clamping, etc. .
2. Performance of high-speed steel: tool steel with high hardness,
high wear resistance and high heat resistance, also known as
high-speed tool steel or front steel, commonly known as white
steel. The quenching temperature of high-speed steel is generally
close to the melting point of the steel.
After quenching, it is generally necessary to temper 3 times
between 540 and 560 °C. Increasing the quenching temperature can
increase the red hardness of the steel. In order to improve the
service life of high-speed steel tools, the surface can be
strengthened, such as low-temperature cyanidation, nitriding,
sulfur-nitrogen infiltration, etc.
Second, the production process is different
1. The production of cemented carbide is to mix tungsten carbide
and cobalt in a certain proportion, pressurize them into various
shapes, and then semi-sinter. This sintering process is usually
carried out in a vacuum furnace. It is placed in a vacuum furnace
to complete the sintering, and the temperature at this time is
about 1300 to 1500 degrees Celsius.
Cemented carbide sintering molding is to press the powder into a
billet, and then enter the sintering furnace to heat to a certain
temperature (sintering temperature), keep it for a certain time
(holding time), and then cool it down to obtain a cemented carbide
material with the required properties.
2. The heat treatment process of high-speed steel is more
complicated, and it must go through a series of processes such as
quenching and tempering. Quenching is generally carried out in two
stages due to its poor thermal conductivity. First preheat at 800 ~
850 ℃ (to avoid causing large thermal stress), then quickly heat to
quenching temperature of 1190 ~ 1290 ℃ (the actual temperature of
different brands is different), and then oil cooling or air cooling
or gas cooling.
The factories are all heated by salt furnaces, and vacuum furnaces
are also widely used. After quenching, a part (about 30%) of
retained austenite remains in the internal structure and is not
transformed into martensite, which affects the performance of
high-speed steel. In order to transform the retained austenite and
further improve the hardness and wear resistance, it is generally
necessary to carry out 2 to 3 tempering times, the tempering
temperature is 560 ° C, and the temperature is kept for 1 hour each
time.


Round High Speed Steel Cutting Tools Silver Powder Metallurgy Gear Hob
Inquiry Cart
0